



外圓磨床上磨外圓常用的四種方法
2026-02-03一、前言
外圓磨,外圓磨削 主要在外圓磨床上進行,用以磨削軸類工件的外圓柱、外圓錐和軸肩端面。
磨削時,工件低速旋轉,如果工件同時作縱向往復移動并在縱向移動的每次單行程或雙行程后砂輪相對工件作橫向進給,稱為縱向磨削法。
本文講解外圓磨床上磨外圓有四種方法。
二、外圓磨床上磨外圓有四種方法:
(1)縱磨法
磨削時,砂輪高速旋轉,工件作圓周進給運動,工作臺作縱向進給運動。
每次縱向行程或往復行程結束后,砂輪作一次小量的橫向進給,當工件尺寸達到要求時,再無橫向進給地縱向往復磨削幾次,直至火花消失,停止磨削。如圖所示。
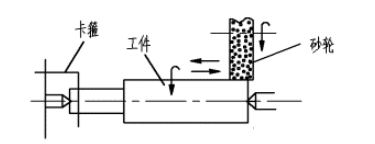
縱磨法的磨削深度小,磨削力小,磨削溫度低,最后幾次無橫向進給的光磨行程,能消除由機床、工件、夾具彈性變形而產生的誤差,所以磨削精度較高,表面粗糙度小,適合于單件小批量生產和細長軸的精磨。
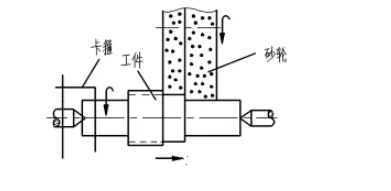
(2)橫磨法(切入磨法)
磨削時,工件不作縱向進給運動,采用比工件被加工表面寬(或等寬)的砂輪連續地或間斷地以較慢的速度作橫向進給運動,直至磨掉全部加工余量。
橫磨法的生產率高,但砂輪的形狀誤差直接影響工件的形狀精度,所以加工精度較低,而且由于磨削力大,磨削溫度高,工件容易變形和燒傷,磨削時應使用大量冷卻液。
橫磨法主要用于大批量生產,適合磨削長度較短、精度較低的外圓面。如圖所示。
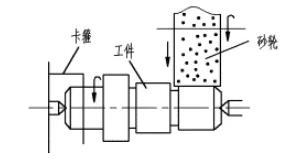
(3)分段綜合磨法
先采用橫磨法對工件外圓表面進行分段磨削,每段都留下0.01~0.03mm的精磨余量,然后用縱磨法進行精磨。
這種磨削方法綜合了橫磨法生產率高,縱磨法精度高的優點,適合于當磨削加工余量較大,剛性較好的工件。
(4)深磨法
將砂輪的一端外緣修成錐形或階梯形,選擇較小的圓周進給速度和縱向進給速度,在工作臺一次行程中,將工件的加工余量全部磨除,達到加工要求尺寸。深磨法的生產率比縱磨法高,加工精度比橫磨法高。
但修整砂輪較復雜,只適合大批量生產,剛性較好的工件,而且被加工面兩端應有較大的距離方便砂輪切入和切出。
三、縱磨法磨削外圓步驟:
a.啟動機床油泵電機;
b.啟動砂輪電機;
c.啟動快速進退閥,將砂輪快速移近工件,供冷卻液;
d. 啟動工作臺作縱向進給運動,搖進給手輪,讓砂輪輕微接觸工件表面;
e.調整切削深度;
f.先進行試磨,邊磨邊調整錐度,直至消除錐度誤差;
g.粗磨,每次切深為0.01~0.025mm;
h.精磨至規定尺寸,每次切深為0.005~0.015mm;
i.進行光磨,無橫向進給,直至火花消失;
j.停止機床,檢驗工件。
(來源:卡盤技術咨詢聯盟)